Monture F20a avec système Goto Boxdoerfer
MTS3 SDi.
Délai annoncé :
S38 à S42
Etat d'avancement :
Fabrication terminée
Livraison (date prévue ou effective) :
Commande livrée fin janvier 2006
Dernière mise à jour :
9 mars 2007
(EP finale après retour pour rodage de
la monture).
Le contexte final d'utilisation de la
monture F20a :
Motorisation :
Semaine 27 : émission des
plans.
Semaine 27 : réception des premières
fournitures.
Semaine 27 : débits matière pour
petites pièces de tournage acier inox et
aluminium.
7 juillet 2005 : réception des moteurs :
Semaine 27 : premiers tours de
mandrin. Les "petites" pièces
seront terminées milieu de semaine 28. La
majorité de la matière pour les plus grosses
pièces n'étant pas tenue en stock, le gros
des usinages commencera milieu de semaine
29.
18 Juillet : les bruts de toutes les
roues et vis sont réalisés, reste le
taillage...
19 Juillet : rectification et
pré-taillage des vis.
26 Juillet : réception de l'ensemble
Boxdörfer. MTS3-SDI avec son afficheur LCD +
Keycode pour Goto autonome, le câble de
programmation PC et le câble moteur et
alimentation Arcticflex (câble souple prévu
pour basses températures).
06 Septembre : L'ensemble des pièces de petites tailles
est quasiment terminé ( toutes n'étant pas
présentes sur la photo ). La matière
nécessaire à la réalisation de toutes les
pièces en aluminium qui devait arriver en
semaine 29 est finalement arrivée courant
semaine 34 soit avec 5 semaines de retard,
un record ! Ce mois d'Août 2005 aura
été particulièrement pénible pour les
entreprises qui travaillaient....
Les Axes Alpha et Delta terminés.
Noter le traitement anti-corrosion noir mat
réalisé avant la rectification des portées
de roulements...
Le capot du viseur polaire, ce dernier sera
bien à l'abri derrière cette imposante pièce
d'aluminium.
Les roues et vis de retour du taillage
avant leurs contrôle et rodage pour lisser
la composante haute fréquence de l'erreur
périodique (mesurée sur banc avec
comparateur électronique avant le montage de
la monture : cela permet de réserver les
systèmes roue-vis de meilleure précision
pour l'entraînement horaire de la
monture...).
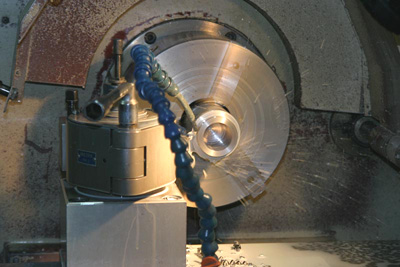
Vue de l'usinage du corps delta. Les pièces
de révolution sont réalisées en usinage
traditionnel ou en commande numérique, ce
dernier procédé de fabrication étant
indispensable pour les pièces de formes plus
complexes telles que les carters
d'entraînement Alpha et Delta.
Idem pour le pivot Delta.
Bruts d'usinage : les pivots (pièces qui
tournent durant les mouvements de la
monture) Alpha et Delta et les embrayages
des roues d'entraînement.
Il n'y a pas de verrouillage des axes de la
monture : lors des opérations de pointage
manuel, les embrayages entrent en action et
assurent un frottement doux et régulier.
En contrepartie, chaque vis sans fin peut
être désolidarisée de la roue correspondante
au moyen d'un bouton moleté, ce qui permet
de procéder à un équilibrage très précis sur
chaque axe.
Semaine 39 : toutes les pièces sont
réalisées.
Prochaines étapes : montage complet de la
monture pour vérification et test, démontage
complet pour la finition des pièces
(peinture époxy et anodisation), rodage des
systèmes d'entraînement et remontage
final.
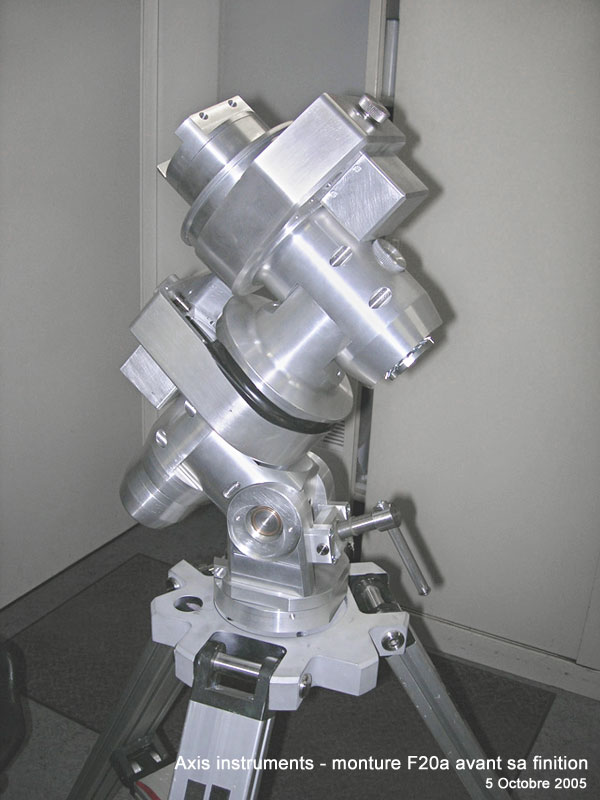
4 Octobre 2005 :
premier montage global de la monture pour
vérification de l'assemblage correct des
pièces, des mouvements des axes, des
réglages, des jeux et du fonctionnement des
embrayages d'axes.
Les systèmes de
désengagement des vis sans fin sont très
agréables à utiliser !
Aucun problème
particulier rencontré durant cette première
opération de montage, il ne reste plus qu'à
tout démonter pour envoyer les pièces à la
finition (peinture époxy et gravure de
certaines pièces).
Cliquez sur l'image pour
une autre vue agrandie.
22 Octobre 2005 : montage final.
La monture est remontée
avec l'ensemble des pièces ayant reçu leur
finition peinte ou anodisée selon les cas
(sauf le contrepoids qui est encore brut sur
cette image).
Le capot arrière de l'axe
horaire a été dévissé pour montrer le viseur
polaire Vixen.
Les test finaux avant
livraison commencent en semaine 43, ils
incluent les essais habituels de
fonctionnement, ainsi qu'une mesure de
l'erreur périodique (graphique fourni avec
chaque monture).
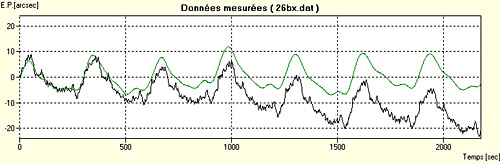
Novembre 2005 : EP en limite du
cahier des charges !
Suite à des
problèmes d'usinage des roues et vis sans
fin au niveau d'un sous-traitant, la monture
n'a passé que "tout juste" avec
succès l'ensemble des tests avant livraison.
Le cahier des charges au niveau de l'EP, qui
est de +-5" à +-10" crête sans PEC
n'est que tout juste respecté, l'erreur
culminant à près de 10 secondes d'arc crête
environ. Le problème le plus ennuyeux n'est
pas tellement cette amplitude (les 10"
crête sont respectés), mais plutôt
l'irrégularité de la courbe d'EP, provenant
d'un mauvais état de surface de la vis. De
ce fait, la très bonne régularité attendue
grâce au système d'entraînement à poulies et
courroies n'est pas au rendez-vous.
Les raisons :
Il y a eu une erreur au niveau de l'atelier
du sous-traitant qui a réalisé des roues et
vis en qualité standard : elles ont été
réalisées en une seule passe de taillage,
sans passes de finition, alors que des
ébauches rectifiées mieux qu'au 1/100ème de
mm lui avaient été fournies et que les plans
comportaient la mention "qualité
astronomique" (critère de précision
pourtant connu du sous-traitant).
Première courbe d'EP relevée avec la
vitesse sidérale incorrectement réglée
sur le MTS3 (ce qui explique la dérive
de l'erreur brute)
Plan d'action,
suite des test et livraison :
En attendant les
nouvelles roues et vis, prévues à partir de
la semaine 48, l'ensemble des autres tests
ont été déroulés avec succès et témoignent
de l'excellente conception de la monture
:
- réglage de la monture et
équilibrage du tube optique très faciles,
notamment du fait de la possibilité de
désengager les vis sans fin,
- test du Goto avec le MTS3
Boxdoerfer : positionnement très précis :
des pointages
successifs entre Mars et n'importe quelle
région du ciel se traduisent par un retour
sur la planète à son diamètre près,
pratiquement à chaque essai !
- pointage manuel très
confortable grâce aux embrayages : pas de
vis à desserrer ...
- stabilité de la monture : en
tapotant relativement fort sur le tube
optique (test effectué avec un C8), les
vibrations s'amortissent en moins de deux
secondes,
- vitesse du Goto de
l'ordre de 3 degrés par seconde, avec du
potentiel d'amélioration (mauvais état de
surface des vis d'entraînement, problème qui
sera corrigé),
- la mise en
station est un vrai régal avec le viseur
polaire VixenTM !
Après montage des
roues et vis définitives, les mesures d'EP
ont montré que la monture se trouvait
toujours dans son cahier des charges
(10" crête maximum), mais avec une EP
plus régulière. Malgré ces résultats
corrects, Il a été décidé qu'à l'occasion,
la monture serait retournée à l'atelier pour
un rodage destiné à améliorer encore cette
EP.
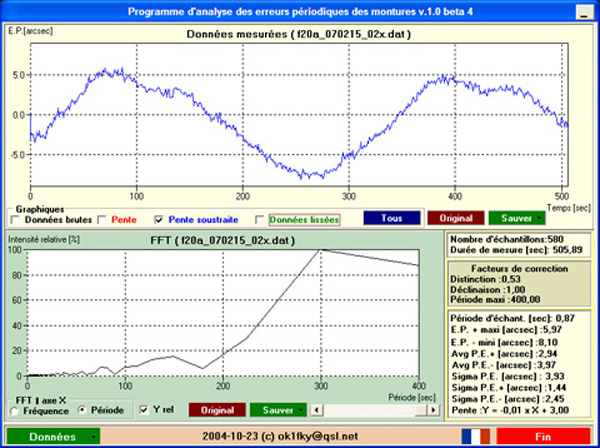
La courbe ci-contre
correspond à une mesure d'erreur périodique
effectuée au cours du processus de rodage de
la monture (rodage non encore réalisé à 100%
lors de la mesure). L'EP s'est améliorée
sensiblement en amplitude, mais surtout au
niveau de sa périodicité et régularité.
On voit bien ici
tout l'avantage procuré par le système
d'entraînement basé sur des poulies et
courroies crantées de précision, ne faisant
donc appel à aucun engrenage. L'EP est bien
régulière, la FFT ne montrant pratiquement
aucune sous - période d'erreur (la période
de la vis sans fin est de 317 secondes).
Suite aux améliorations apportées par le
rodage, constatées également sur la F60a, il
est donc décidé que
toutes les montures subiront un rodage
systématique et conséquent avant leur
livraison, afin de posséder d'emblée une EP
optimale.
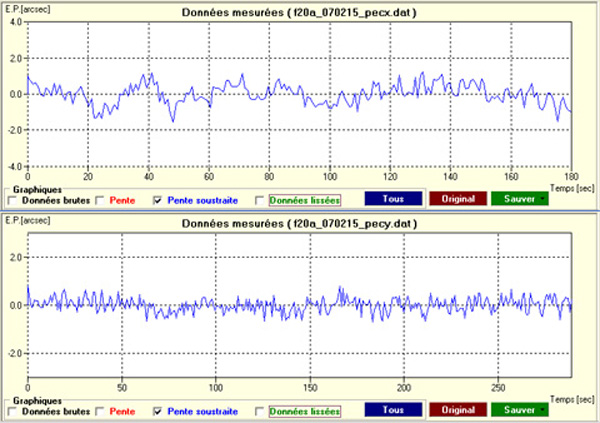
Test du PEC avec le MTS-3SDi :
Les courbes
ci-contre montrent l'efficacité du PEC (avec
le MTS-3SDi) sur une courbe d'EP de ce type.
L'erreur résiduelle est ramenée à une
amplitude de l'ordre de la seconde d'arc. A
noter que la seconde courbe correspond à la
dérive en déclinaison, qui donne en fait un
ordre de grandeur de la turbulence entachant
d'erreur la première courbe correspondant
bien sûr à l'ascension droite.
Mesure d'EP finale sur la F20a après
rodage (partiel) en atelier
Test du PEC avec le MTS-3SDi
Aller à : "Documentation et informations
techniques"